Alüminyum kaynağında gözeneklilik çok yaygındır.
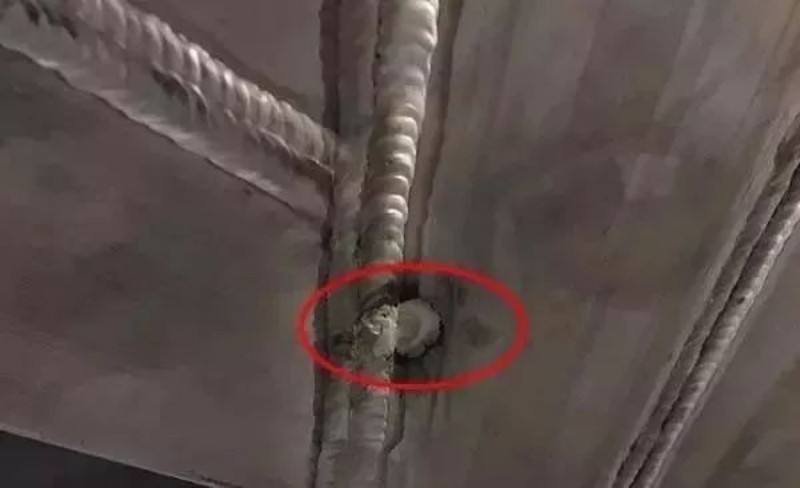
Ana malzemede ve kaynak telinde belli miktarda gözenekler bulunmaktadır, dolayısıyla gözeneklerin standardı aşmamasını sağlamak için kaynak sırasında büyük gözeneklerden kaçınmak gerekir. Nem 80℅'u aştığında kaynak durdurulmalıdır. Gözeneklerin standardı aşma olasılığı da 80℅ olup, geri dönen parçaların üretilmesi kolaydır.
Şekilde gösterilen nem durumunda kaynak yapılmasının büyük olasılıkla bir geri dönüş emri oluşturması muhtemeldir.
Xinfa kaynak ekipmanı, yüksek kalite ve düşük fiyat özelliklerine sahiptir. Ayrıntılar için lütfen şu adresi ziyaret edin:Kaynak ve Kesme Üreticileri - Çin Kaynak ve Kesme Fabrikası ve Tedarikçiler (xinfatools.com)


▲Nem▲
Bazen kaynağa siyah toz yapışıyor, ne yapmalıyım?


▲Siyah ve gri▲
Aslında tungsten elektrot kirlenmiştir veya erimiş havuza veya kaynak teline temas eder ve alüminyum ona yapışır. Ancak tungsten elektrot temizlendiğinde devam edebiliriz.

▲Kirlenmiş tungsten elektrot karnabahar şeklindedir▲
Şu anda sadece kaynak makinesinin temizleme genişliğini tabana ayarlamamız gerekiyor, akım temelde 200 civarındadır ve bir parça hurda alüminyum üzerinde ark kaynağı başlatılır. Sadece birkaç saniye içinde tungsten elektrot küçük bir top oluşturacak. Alüminyumu iyi kaynaklamak istiyorsanız küçük top mutlaka sahip olmanız gereken bir üründür.

▲ Temizleme genişliğini en düşük ayara ayarlayın▲


▲Sihirli küçük top▲
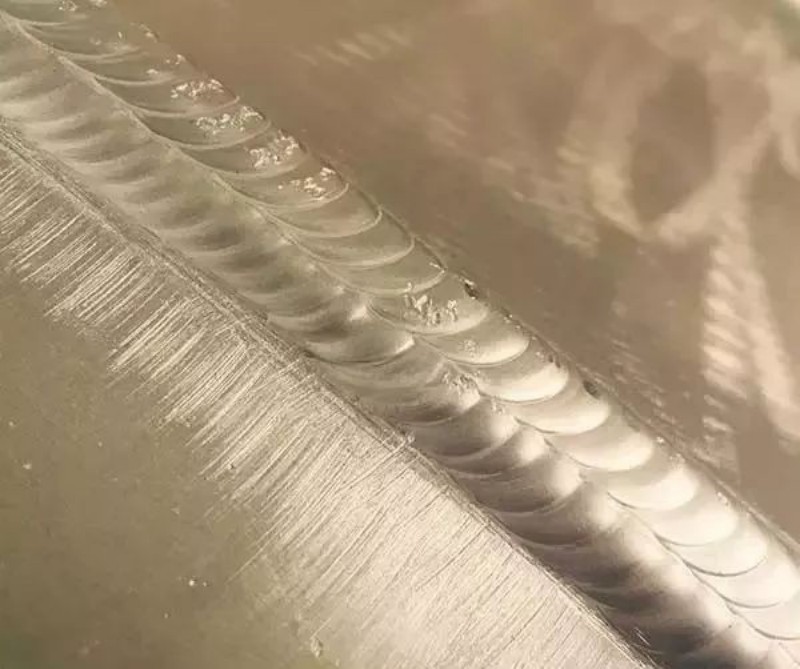
Alüminyum kaynağı paslanmaz çelikle karşılaştırdığımda alüminyum kaynağı tercih ediyorum. Sallanması gereken paslanmaz çelik kadar zahmetli değildir. Alüminyum kaynağı kolaydır ve kaynak tabancası temelde sallanmaz. Astarlı bu alüminyum boru köşe kaynağıdır ve kaynak yapmak o kadar da zahmetli değildir.
Akımı orta derecede ayarlarken en iyi akım, erimiş havuzu kontrol edebilen akımdır. Her kaynak makinesinin performansı farklıdır, akım farklı olacaktır ve arkın esnekliği de farklı olacaktır.




Gönderim zamanı: Eylül-29-2024


