Kaynak ve Kesim Haberleri
-

İleri düzey kaynakçılar için kaynak bilgisi üzerine 28 soru ve cevap(1)
1. Kaynağın birincil kristal yapısının özellikleri nelerdir? Cevap: Kaynak havuzunun kristalizasyonu aynı zamanda genel sıvı metal kristalizasyonunun temel kurallarına da uyar: kristal çekirdeklerin oluşumu ve kristal çekirdeklerin büyümesi. Kaynaktaki sıvı metal...Devamını oku -

Kaynakta en kolay gözden kaçan ilk on problem. Ayrıntılar başarıyı veya başarısızlığı belirler. Lütfen sabırla okuyun.
Kaynak işlemi sırasında dikkat edilmesi gereken birçok husus vardır. Göz ardı edilirse büyük hatalara yol açabilir. Başarıyı veya başarısızlığı ayrıntılar belirler, lütfen sabırla okuyun! 1 Kaynak yapımı sırasında en iyi voltajı seçmeye dikkat etmeyin [Olaylar] Kaynak sırasında, ...Devamını oku -

Isıya dayanıklı çelik nasıl kaynak yapılır Kaynak işlemi size bunu anlatmak için burada
Isıya dayanıklı çelik, yüksek sıcaklık koşulları altında hem termal stabiliteye hem de termal dayanıma sahip olan çeliği ifade eder. Termal stabilite, çeliğin yüksek sıcaklık koşulları altında kimyasal stabiliteyi (korozyon direnci, oksitlenmeme) koruma yeteneğini ifade eder. Termal dayanım...Devamını oku -

J507 elektrodundaki kaynak gözeneklerinin nedenleri ve önleyici tedbirler
Gözeneklilik, kaynak sırasında katılaşma sırasında erimiş havuzdaki kabarcıkların kaçmaması sonucu oluşan boşluktur. J507 alkali elektrot ile kaynak yapılırken çoğunlukla nitrojen gözenekleri, hidrojen gözenekleri ve CO gözenekleri bulunur. Düz kaynak pozisyonu diğer pozisyonlara göre daha fazla gözeneğe sahiptir; var...Devamını oku -

Boru hattı kaynağında sabit kaynak bağlantıları, döner kaynak bağlantıları ve prefabrik kaynak bağlantıları arasındaki farklar
Kaynak bağlantısı nerede olursa olsun aslında bir kaynak tecrübesi birikimidir. Yeni başlayanlar için basit pozisyonlar temel egzersizlerdir; dönen pozisyonlarla başlayıp daha sonra sabit pozisyon egzersizlerine geçilir. Boru hattı kaynağında sabit kaynağın karşılığı rotasyonel kaynaktır...Devamını oku -

Punta kaynak işleminin detaylı açıklaması
01.Kısa açıklama Punta kaynağı, kaynak parçalarının bindirme bağlantıları halinde birleştirildiği ve lehim bağlantıları oluşturmak üzere ana metali eritmek için direnç ısısı kullanılarak iki elektrot arasında preslendiği bir direnç kaynağı yöntemidir. Punta kaynağı esas olarak aşağıdaki yönlerde kullanılır: 1. İnce levhaların üst üste bindirilmesi...Devamını oku -

Bu kadar yıl çalıştıktan sonra CO2, MIGMAG ve darbeli MIGMAG arasındaki farkı gerçekten açıklayamayabilirim!
Gaz metal ark kaynağı kavramı ve sınıflandırılması Ark ortamı olarak erimiş elektrot, harici gaz kullanan ve kaynak bölgesindeki metal damlacıklarını, kaynak havuzunu ve yüksek sıcaklıktaki metali koruyan ark kaynağı yöntemine erimiş elektrot gaz korumalı ark denir. kaynak. Binaen...Devamını oku -

Kaynakların tahribatsız muayene yöntemleri nelerdir, Farkı nedir
Tahribatsız muayene, muayene edilecek nesnenin performansı öncülüğünde nesnenin kullanımına zarar vermeden veya etkilemeden, nesnedeki kusurların veya homojensizliklerin varlığını tespit etmek için akustik, optik, manyetik ve elektriksel özelliklerin kullanılmasıdır. muayene olmak üzere...Devamını oku -
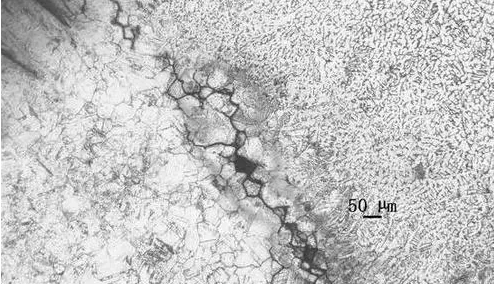
Bu makale kaynak kusurlarını (lamelli çatlaklar) kolayca anlamanızı sağlar
Kaynak çatlaklarının en zararlı sınıfı olan kaynak çatlakları, kaynaklı yapıların performansını, güvenliğini ve güvenilirliğini ciddi şekilde etkiler. Bugün sizi çatlak türlerinden biri olan lamine çatlakları tanımaya götüreceğiz. 01 Metalik olmayan kalıntılar, haddeleme işleminde çelik levha...Devamını oku -

TIG, MIG ve MAG kaynağı arasındaki farkın karşılaştırılması! Bir kere anlayın!
TIG, MIG ve MAG kaynağı arasındaki farklar 1. TIG kaynağı genellikle küçük ölçekli operasyonlar ve onarımlarda manuel kaynak yapmaya uygun, bir elde tutulan kaynak torçu ve diğer elde tutulan kaynak telidir. 2. MIG ve MAG için kaynak teli kaynak torçundan cihaza gönderilir.Devamını oku -

Boru hattı kaynağında sabit kaynak bağlantısı, döner kaynak bağlantısı ve prefabrik kaynak bağlantısı arasındaki fark
Rotasyon kaynağı, boru hattı kaynağında sabit kaynağa karşılık gelir. Sabit kaynak, boru grubu hizalandıktan sonra kaynak bağlantısının hareket edememesi ve kaynak pozisyonu değişikliğine (yatay, dikey, yukarı ve orta seviye değişimler) göre kaynak yapılması anlamına gelmektedir.Devamını oku -

Kaynak teknik operasyon esasları
Elektrik kaynakçılarının sağduyusu ve yöntem güvenliği, çalışma prosedürleri aşağıdaki gibidir: 1. Genel elektrik bilgisine hakim olmalı, kaynakçıların genel güvenlik düzenlemelerine uymalı ve yangın söndürme teknolojisi, elektrik çarpmasında ilk yardım ve yapay yangına aşina olmalısınız. ...Devamını oku


