CNC Takımları Haberleri
-
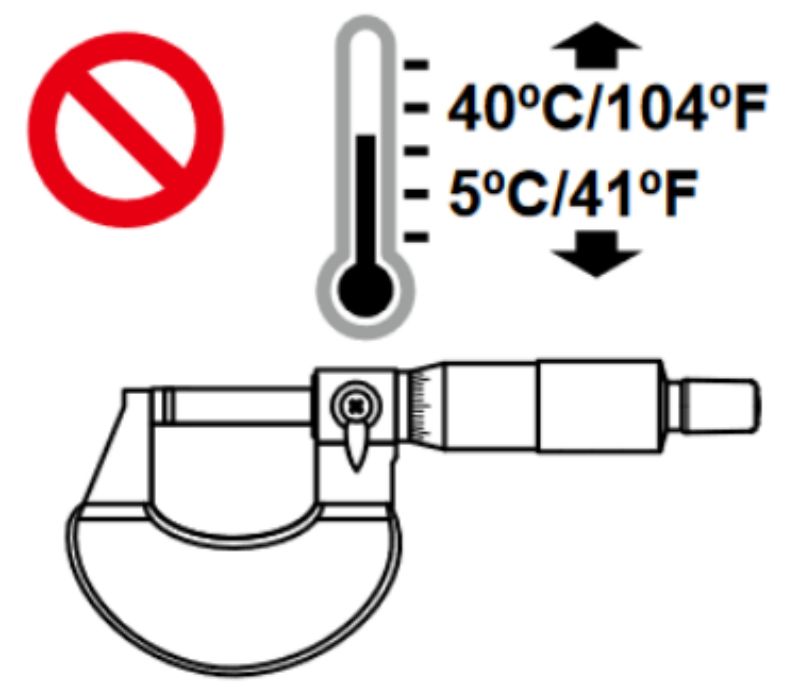
Mikrometrelerin en tabu kullanımları
Hassas bir ölçüm aracı olarak mikrometreler (spiral mikrometreler olarak da bilinir) hassas işlemede yaygın olarak kullanılır ve sektördeki kişiler tarafından iyi bilinir. Bugün açıyı değiştirelim ve mikrometre kullanırken hangi hatalardan korktuğumuza bir göz atalım. Xinfa C...Devamını oku -
Takım tezgahı kılavuz rayları genel olarak bu kategorilere ayrılır, biliyor musunuz?
Takım tezgahı üreticileri kılavuz ray kurulumunun doğruluğunu sağlamak için ellerinden geleni yapıyorlar. Kılavuz rayı işlenmeden önce, kılavuz rayı ve çalışma parçaları iç gerilimi ortadan kaldırmak için eskitilmiştir. Kılavuz rayının ve uzantısının doğruluğunu sağlamak için ...Devamını oku -
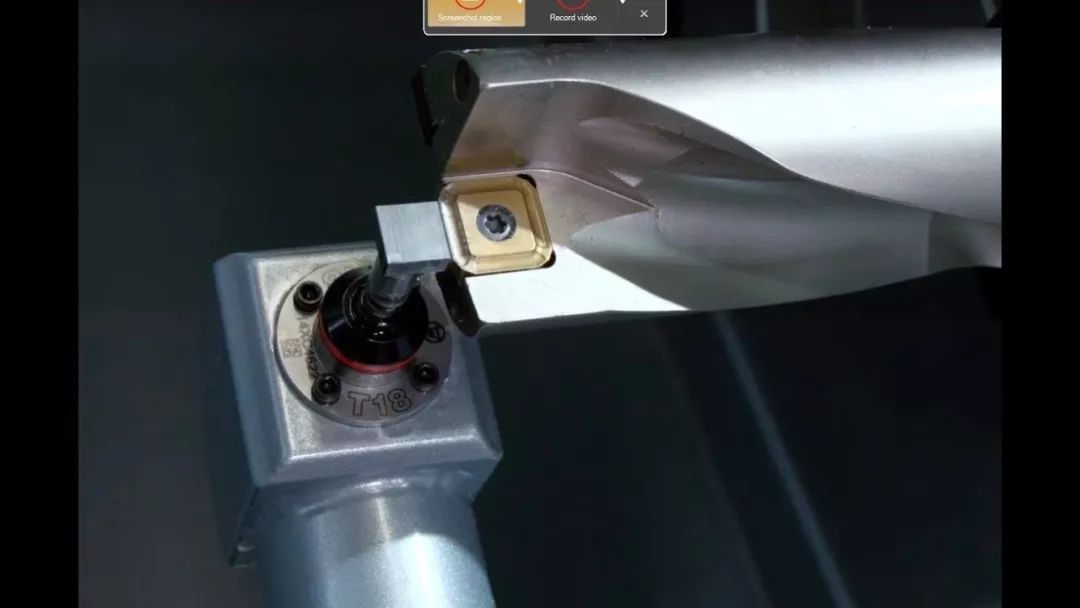
Delme doğruluğunu artırmak için delme adımları ve yöntemleri
Sondaj nedir? Bir delik nasıl açılır? Delme işlemi nasıl daha doğru hale getirilir? Aşağıda çok net bir şekilde anlatılmış, gelin bir göz atalım. 1. Delmenin temel kavramları Genel olarak konuşursak, delme, ürünün yüzeyindeki delikleri işlemek için matkap kullanan bir işleme yöntemini ifade eder.Devamını oku -

CNC işleme için yaygın olarak kullanılan (diş) hesaplama formülleri, basit ve anlaşılması kolay
1. İplik ekstrüzyon kılavuz çekmenin iç delik çapı için hesaplama formülü: Formül: diş dış çapı - 1/2 × diş adımı Örnek 1: Formül: M3×0,5=3-(1/2×0,5)=2,75mm M6×1,0= 6-(1/2×1.0)=5.5mm Örnek 2: Formül: M3×0.5=3-(0.5÷2)=2.75mm M6×1.0=6-(1.0÷2)=5.5...Devamını oku -

CNC işleme merkezinin her işlemi için doğruluk gereksinimleri
Hassasiyet, iş parçası ürününün inceliğini ifade etmek için kullanılır. İşlenmiş yüzeyin geometrik parametrelerini değerlendirmek için kullanılan özel bir terimdir. Aynı zamanda CNC işleme merkezlerinin performansını ölçmek için de önemli bir göstergedir. Genel olarak konuşursak, makine...Devamını oku -
CNC torna tezgahı işletme becerileri ve deneyimleri
İşlenmiş ürünler için yüksek hassasiyet gereklilikleri nedeniyle, programlama sırasında dikkate alınması gerekenler şunlardır: Öncelikle parçaların işlem sırasını göz önünde bulundurun: 1. Önce delikleri açın ve ardından ucu düzleştirin (bu, delme sırasında malzemenin büzülmesini önlemek içindir) ; 2. Kaba tornalama...Devamını oku -
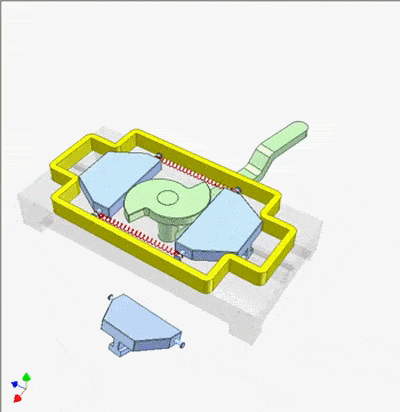
Yaygın olarak kullanılan 13 kendinden merkezlemeli kenetleme mekanizması yapısal prensip animasyonu (2)
8.Kendinden merkezleme tertibatı sekiz adet V-şekilli blok (biri sabit, diğeri hareketli) sarı iş parçasını uzunlamasına ortalar. 9.Kendinden merkezleme fikstürü 9 Sarı çalışan iş parçası uzunlamasına ortalanmıştır...Devamını oku -
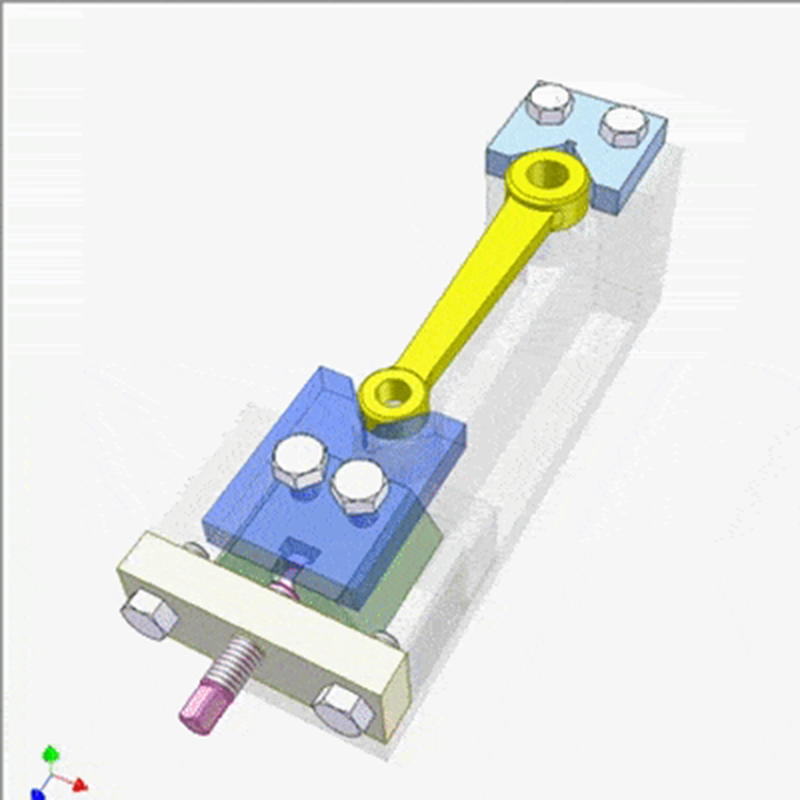
Yaygın olarak kullanılan 13 kendinden merkezlemeli kenetleme mekanizması yapısal prensip animasyonu (1)
1. Kendiliğinden merkezlenen fikstür 1 Yeşil bir çift eksantrik ve iki mavi kama kızağı, sarı iş parçasını yanal ve uzunlamasına ortalar. 2. Kendinden merkezleme aparatı 2 Sol ve sağ turuncu vida ...Devamını oku -

CNC takım tezgahlarının rutin bakımı da çok önemlidir
CNC takım tezgahlarının günlük bakımı, bakım personelinin yalnızca mekanik, işleme teknolojisi ve hidrolik bilgisine sahip olmasını değil aynı zamanda elektronik bilgisayarlar, otomatik kontrol, tahrik ve ölçüm teknolojisi bilgisine de sahip olmasını gerektirir; böylece CN'yi tam olarak anlayabilir ve uzmanlaşabilirler.Devamını oku -

Çapaklar küçük olmasına rağmen çıkarılması zordur! Çeşitli gelişmiş çapak alma proseslerinin tanıtılması
Çapaklar metal işleme sürecinin her yerindedir. Ne kadar gelişmiş hassas ekipmanlar kullanırsanız kullanın, ürünle birlikte doğacaktır. Esas olarak, işlenecek malzemenin işleme kenarında, makinenin plastik deformasyonu nedeniyle oluşan bir tür fazla demir talaşıdır.Devamını oku -
Eğik yataklı ve düz yataklı takım tezgahlarının avantajları ve dezavantajları
Takım tezgahı düzeni karşılaştırması Düz yataklı CNC torna tezgahının iki kılavuz rayının düzlemi zemin düzlemine paraleldir. Eğimli yataklı CNC torna tezgahının iki kılavuz rayının düzlemi, 30°, 45°, 60° ve 75° açılarla eğimli bir düzlem oluşturmak üzere zemin düzlemiyle kesişir. Şuradan görüntülendi:Devamını oku -
CNC çalışanlarının uzmanlaşması gereken en temel bilgi parayla satın alınamaz!
Ülkemizdeki mevcut ekonomik CNC torna tezgahlarında frekans dönüştürücüler aracılığıyla kademesiz hız değişimi sağlamak için genellikle sıradan üç fazlı asenkron motorlar kullanılmaktadır. Mekanik yavaşlama yoksa iş mili çıkış torku genellikle düşük hızlarda yetersizdir. Eğer kesme yükü...Devamını oku


